
เรามาลองจินตนาการกันดูนะครับ ว่า การที่เครื่องพิมพ์ 3 มิติ พยายามพิมพ์เส้นพลาสติกที่หลอมละลายอยู่ลอยในกลางอากาศได้ —ดูแล้วเหมือนกับการเล่นมายากลไหมละ— นี้คือสิ่งที่เกิดขึ้นจริง ๆ เมื่อมีการพิมพ์ชิ้นงานที่มีลักษณะเป็นสะพาน (bridge) และส่วนที่ยื่นออกมา (overhangs)

การที่เส้นพลาสติกที่ถูกหลอมเหลวจะถูกพิมพ์ในลักษณะเหมือนกับการดึงยืดออกเพื่อเชื่อมระหว่างจุดสองจุดและถูกทำให้แข็งตัวด้วยความเย็นของอากาศ เป็นเหมือนกับการพิมพ์สะพานแขวนจิ๋วขึ้นมา แต่ถ้าเกิดเส้นพลาสติกไม่สามารถคงรูปอยู่ได้ ก็จะเกิดการตกลงมา ตามแรงโน้มถ่วงของโลก
ทำให้การพิมพ์ Bridges และ Overhangs เป็นสิ่งที่ท้าทาย สำหรับการพิมพ์ 3 มิติที่เป็นแบบใช้เส้น (Fused Deposition Modeling, FDM)
ไม่ใช่ว่า จะไม่สามารถพิมพ์ได้ เราจะต้องเรียนรู้เทคนิคบางอย่าง ที่จะช่วยให้เราสามารถต้านทานผลของแรงโน้มถ่วงนี้ได้
ทำไมเทคนิคการพิมพ์สะพาน (Bridge) กับ ส่วนที่ยื่นออกมา (Overhang) ถึงเป็นสิ่งท้าทายสำหรับ FDM
การที่เราจะพิมพ์ bridge และ overhangs ให้สำเร็จได้ ก็เปรียบเสมือนกับการทดสอบขีดจำกัดของเครื่องปริ้น 3 มิติ และบวกกับการมีความเข้าใจในคุณสมบัติวัสดุของเส้นพลาสติก
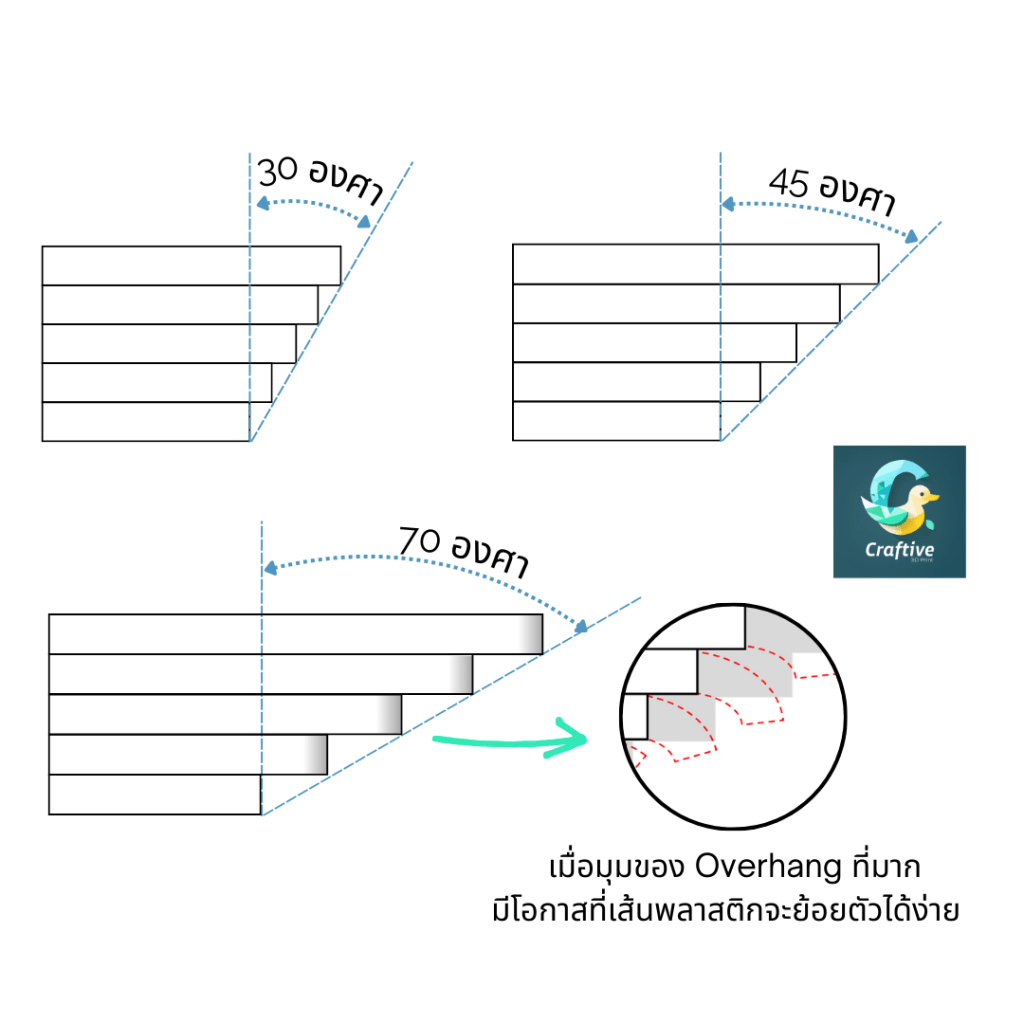
Overhang เป็นลักษณะของการพิมพ์ชั้นเลเยอร์ (layer) ที่ยื่นออกไปออกไป โดยจะมีบางส่วนที่ยังซ้อนทับกับเนื้อเลเยอร์เดิมที่อยู่ชั้นล่าง (Overlap layer) แต่ถ้าเนื้อเลเยอร์ที่ยื่นออกไปมากเกินไป จนกระทั่งแทบจะไม่มีเนื้อเดิมมารองรับ ตัวเนื้อพลาสติกก็จะเกิดอาการห้อยตัว และถ้ายิ่งยื่นออกไปมากเท่าไร ก็มีโอกาสที่จะย้อยลงไปได้ยิ่งขึ้น
Bridge เป็นการพิมพ์เส้นพลาสติกข้ามผ่านช่องว่างระหว่างจุดสองจุดโดยไม่มีฐานรองรับ
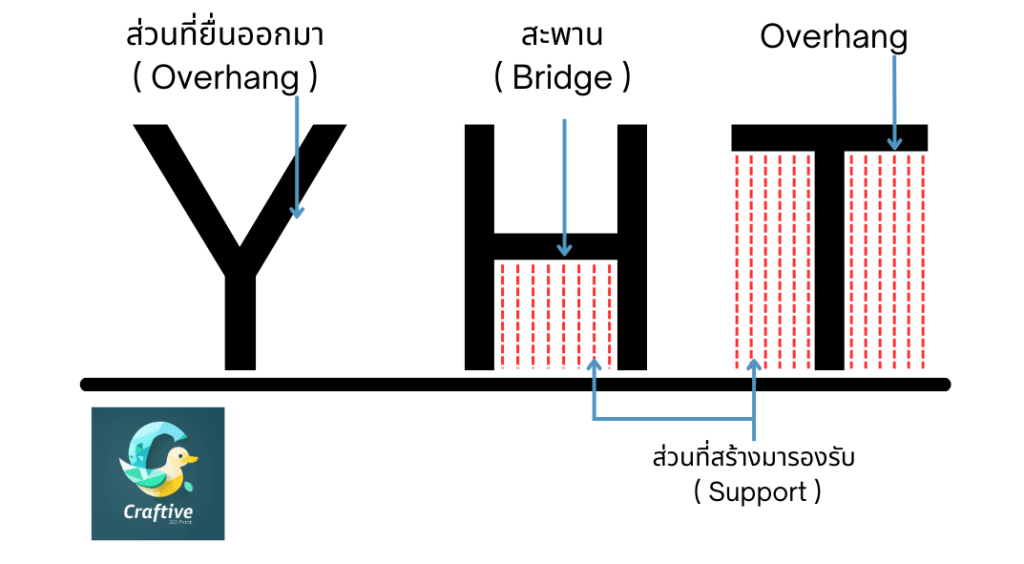
ถ้าเราเคยพิมพ์งาน 3D แล้วเจอว่าด้านล่างของชิ้นงานหย่อนคล้อยหรือเป็นเหมือนเส้นพาสต้า ไม่ต้องตกใจนะ นั่นคือปัญหาที่หลายคน ๆ ที่เริ่มต้นใช้งานเครื่องพิมพ์ 3D มักจะเจอกัน โดยเฉพาะอย่างยิ่งกับการออกแบบที่มีชิ้นงานยื่นออกมา เช่น แขนที่ทำมุม 90 องศา (เหมือนด้านบนของตัว ‘T’) ชิ้นงานเหล่านี้มักจะหย่อนหรือย้อยลงมาโดยไม่มีที่ยึดรองรับ ซึ่งเป็นปัญหาที่พบได้ง่ายถ้าไม่มี การเพิ่ม support

กฎ “YHT” เป็นวิธีที่จะช่วยให้ผู้ใช้งานเครื่องพิมพ์ 3D มือใหม่เข้าใจถึงพฤติกรรมของรูปทรงต่างๆ ในขณะที่พิมพ์
- Y: ตัวอักษร “Y” สามารถพิมพ์ได้ดีเนื่องจากมุมทั้งหมดของมันอยู่ที่หรือต่ำกว่า 45 องศา จากแนวตั้ง ซึ่งหมายความว่าแต่ละชั้นมีการสนับสนุนจากชั้นที่อยู่ด้านล่าง เพื่อลดความเสี่ยงของการหย่อนคล้อย
- H: ตัว “H” มีความท้าทายในระดับหนึ่ง เพราะมีสะพานแนวนอนตรงกลาง ส่วนนี้อาจจะมีการย้อยลงเล็กน้อย แต่ก็สามารถพิมพ์ได้โดยไม่ต้องใช้โครงสนับสนุนเพิ่มเติมหากระยะหว่างระยะจุดสองจุดไม่ได้กว้างมาก
- T: ตัว “T” เป็นปัญหาเพราะมีการยื่นแนวนอนที่มุม 90 องศาซึ่งไม่สามารถขึ้นรูปได้ตามธรรมชาติ หากไม่ support ที่เหมาะสม ส่วนบนแนวนอนของ “T” จะล้มเหลวได้ง่าย ทำให้มีการย้อยลงหรือกลายเป็นเส้นๆ
การเข้าใจกฎนี้ช่วยให้สามารถออกแบบโมเดลที่เหมาะสมกับการพิมพ์ได้ดีขึ้นและตั้งค่า Support ที่เหมาะสมเมื่อจำเป็น
กฎ “45° overhang” – คือ การพิมพ์ส่วนที่ยื่นออกมา โดยที่มีความชันมากกว่า 45 องศาจากแนวตั้ง – มักทำให้เกิดการย้อยของพลาสติกและทำให้คุณภาพผิวที่ไม่ดี ไม่น่าแปลกใจเลย ที่หลายคน จะพบว่าการสร้างสะพานหรือส่วนที่ยื่นออกมาเป็นเรื่องท้าทาย – หากทำไม่ถูกต้องชิ้นงานของคุณอาจเปลี่ยนจากการออกแบบสวยงามเป็นกองของเส้นพลาสติกที่ย้อยลงมากลางอากาศได้เลยทีเดียว.
เคล็ดลับและเทคนิคการพิมพ์ Bridges และ Overhangs (How to)
ข่าวดี คือคุณสามารถเอาชนะการพิมพ์สะพานและส่วนที่ยื่นออกมาได้ด้วยเทคนิคที่ถูกต้อง โดยการปรับตั้งค่าและใช้เคล็ดลับบางอย่าง เราก็จะสามารถพิมพ์รูปทรงที่ซับซ้อนซึ่งดูเหมือนจะต้านทานแรงโน้มถ่วงได้ นี่คือเคล็ดลับที่ใช้ได้จริงในการเอาชนะปัญหาสะพานที่ย้อยและส่วนที่ยื่นออกมาที่หย่อนคล้อย
1. ปรับแต่งการตั้งค่าการปริ้น
“พิมพ์ช้า”
การพิมพ์เร็วอาจทำให้เส้นพลาสติกวางตัวไม่ทันและไม่มีเวลาเย็นตัวลง ทำให้เกิดปัญหาเส้นพลาสติกเยิ้มเกาะกันเป็นกองใหญ่บนสะพาน การลดความเร็วในการพิมพ์จะทำให้แต่ละเส้นที่ถูกผลักออกมามีเวลามากขึ้นในการยึดติดและแข็งตัวก่อนที่หัวพิมพ์จะเคลื่อนไปยังจุดถัดไป ลองลดความเร็วในการพิมพ์ลงทีละขั้น

– ตัวอย่างเช่น หากปกติคุณพิมพ์ที่ความเร็ว 50 มม./วินาที ลดลงมาเหลือประมาณ 20-30 มม./วินาทีสำหรับส่วนของสะพานและส่วนที่ยื่นออกมา การให้เวลาเพิ่มเติมนี้ช่วยให้พลาสติกเย็นตัวและตั้งตัวได้ที่จุดนั้นแทนที่จะย้อยลงมา.
(อย่างไรก็ตาม ต้องระวังอย่าให้ช้าเกินไปสำหรับสะพานที่ยาว – หากหัวพิมพ์เคลื่อนที่ช้าเกินไป เส้นพลาสติกอาจย้อยลงมาจากแรงโน้มถ่วงก่อนที่มันจะแข็งตัวได้ ค้นหาจุดที่เหมาะสมที่เส้นพลาสติก “ยืด” ข้ามช่องว่างโดยไม่ตกลงมา)
ลดอุณหภูมิของการพิมพ์ (Printing Temperature) หากหัวฉีดของคุณร้อนมากเกินไป เส้นพลาสติกจะออกมาเหลวและยังคงอยู่ในสภาพหลอมเหลวได้นานขึ้น – ทำให้มีโอกาสย้อยหรือติดกับหัวฉีดมากกว่าที่จะก่อรูปเป็นเส้นเรียบร้อยได้ โดยการปรับลดอุณหภูมิลงไม่กี่องศา พลาสติกจะมีความหนืดมากขึ้นเล็กน้อยและเริ่มต้นในการแข็งตัวเร็วขึ้น ทำให้สะพานหรือส่วนที่ยื่นออกมามีความแข็งแรงขึ้น

ตัวอย่างเช่น หากคุณพิมพ์ PLA ที่อุณหภูมิ 210 °C ปกติ คุณอาจพิมพ์สะพานได้ดีขึ้นที่ 200 °C ควรรักษาอุณหภูมิให้อยู่ในช่วงที่แนะนำสำหรับเส้นพลาสติกชนิดนั้นไว้ แต่พยายามเลือกใช้อุณหภูมิที่ต่ำกว่าเพื่อช่วยการพิมพ์ส่วนที่ยื่นออกมา วิธีนี้เส้นพลาสติกจะไม่ไหลเหลวเกินไปและจะแข็งตัวเร็วขึ้น (อย่าลดต่ำเกินไปจนทำให้เกิดปัญหาการความร้อนไม่เพียงพอหรืออุดตัน – ทำการปรับเล็กน้อยและสังเกตให้แน่ใจว่าเส้นพลาสติกยังคงไหลอย่างต่อเนื่อง)
ลด flow rate สำหรับการพิมพ์สะพาน เมื่อพิมพ์สะพาน การใช้เส้นพลาสติกมากเกินไปอาจทำให้เกิดการย้อยและหย่อนคล้อย หลายโปรแกรมสไลซ์ (slicer) มีการตั้งค่า “การไหลของสะพาน (bridge flow)” หรือ extrusion miltiplier setting – การลดค่านี้หมายความว่าเครื่องพิมพ์จะปริ้นเส้นพลาสติกที่บางลงเมื่อข้ามช่องว่าง สายเส้นที่บางกว่านี้จะแข็งตัวเร็วขึ้นและย้อยน้อยลงตามน้ำหนักของมันเอง มันคือ การลดอัตราการไหล (flow rate) เรากำลังป้องกันไม่ให้ “สะพานถล่ม” ขณะพิมพ์ ตรวจสอบการตั้งค่าการไหลของสะพานในโปรแกรมสไลซ์ (มักใช้ 80–90%) วิธีนี้จะยังคงสร้างสะพานที่เชื่อมต่อกัน แต่ด้วยเส้นที่เล็กกว่าแต่ไม่ย้อยเท่านั้น
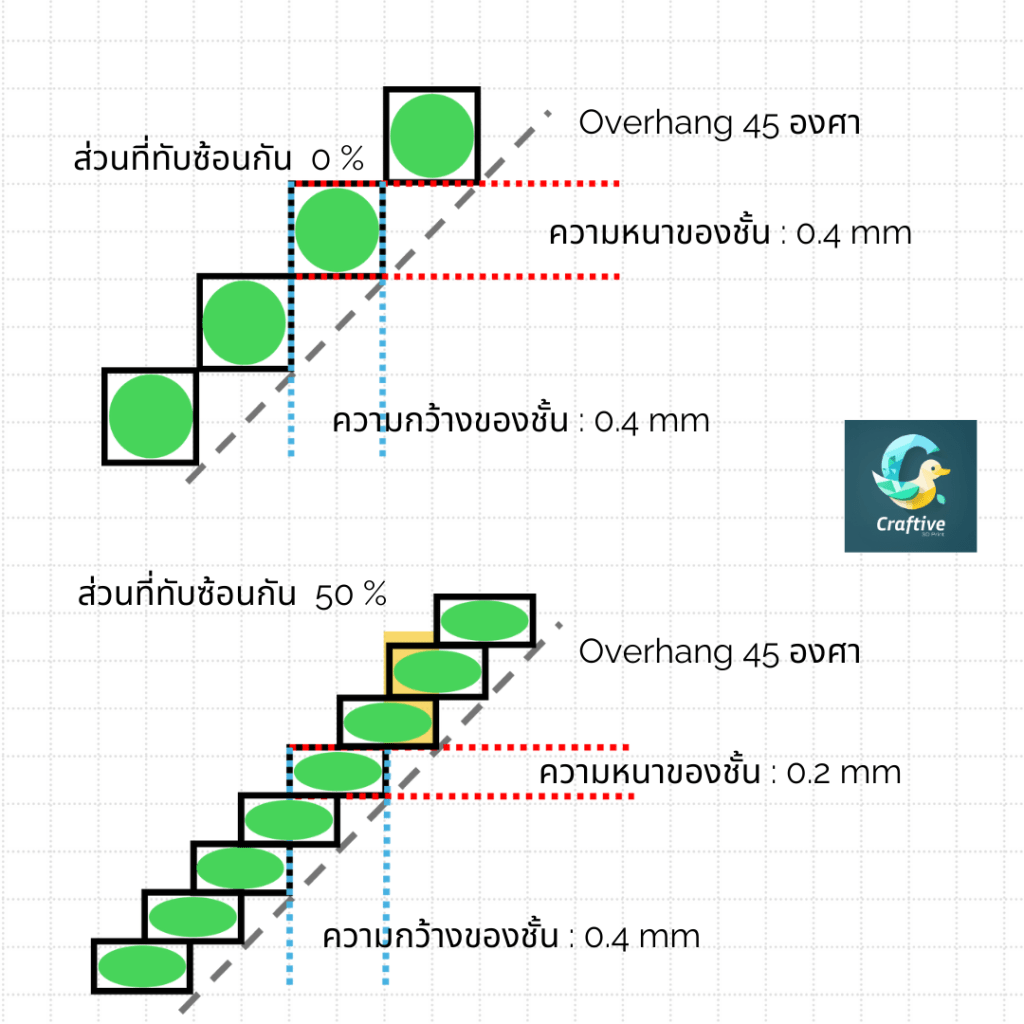
พิมพ์ด้วยความหนาของชั้น (Layer height )ที่บางลงสำหรับส่วนที่ยื่นออกมา ความสูงของชั้นยังมีบทบาทต่อคุณภาพของส่วนที่ยื่นออกมาเช่นกัน ชั้นที่บางลง (เช่น 0.1 มม. แทนที่จะเป็น 0.2 มม.) หมายความว่าแต่ละชั้นใหม่เป็นปริมาณพลาสติกที่น้อยลงและได้รับรองรับจากชั้นที่อยู่ด้านล่างได้ดีขึ้น ส่วนของหน้าตัดใหม่สัมผัสกับชั้นก่อนหน้ามากขึ้น ซึ่งช่วยป้องกันไม่ให้ย้อยออกจากขอบ ชั้นที่บางกว่ายังเย็นเร็วขึ้นเนื่องจากปริมาตรที่น้อยลง ผลรวมคือคุณสามารถพิมพ์มุมที่ชันขึ้นได้สำเร็จด้วยความสูงของชั้นที่ละเอียด – บางผู้เชี่ยวชาญรายงานว่าสามารถทำส่วนที่ยื่นออกมาได้ถึง 70° หรือมากกว่าและยังคงคุณภาพของการพิมพ์ได้ดีโดยการใช้ชั้นที่บางมากและระบบระบายความร้อนที่ดี
แต่สิ่งที่ต้องแลกมา กับการพิมพ์ด้วยชั้นที่บางลง คืออาจใช้เวลานานขึ้น แต่การปรับปรุงคุณภาพผิวด้านล่างของ overhang ก็ดูจะคุ้มค่านะ
โดยการปรับแต่งการตั้งค่า – ความเร็วที่ช้าลง, อุณหภูมิที่ต่ำลง, การลดการไหล, และชั้นที่บางลง – จะทำให้เครื่องพิมพ์พร้อมสำหรับในการพิมพ์สะพาน เนื้อพลาสติกจะถูกวางลงอย่างระมัดระวังและจะแข็งตัวมากกว่าที่จะย้อยลงมา การปรับแต่งเหล่านี้ช่วยปรับปรุงโอกาสการพิมพ์สะพานให้ออกมาตรงและส่วนที่ยื่นออกมายังคงคมชัดอย่างมาก.
2. เพิ่มการระบายความร้อนเพื่อให้พลาสติกแข็งตัวได้เร็ว
หากมีสิ่งหนึ่งที่สามารถทำให้การพิมพ์ bridge ให้สำเร็จหรือล้มเหลวได้ นั่นคือ การระบายความร้อน ทันทีที่เส้นพลาสติกออกจากหัวฉีด เราต้องการให้มัน แข็งตัวอย่างรวดเร็ว เพื่อที่มันจะสามารถรองรับตัวเองกลางอากาศได้ ตรวจสอบให้แน่ใจว่าพัดลมระบายความร้อนของเครื่องพิมพ์ของเราเปิดอยู่และตั้งค่าไว้ที่ค่าสูงเมื่อพิมพ์สะพานหรือส่วนที่ยื่นออกมา
สำหรับการตั้งค่า ควรเริ่มต้นด้วย ความเร็วพัดลม 100% สำหรับการพิมพ์ด้วย PLA – หากพลาสติกยังคงอยู่ในสภาพหลอมเหลวนานเกินไป มันจะเพียงแค่เหมือนกับการย้อยตัวลงเหมือนการจมลงกลายเป็นกองพลาสติกเหลว แทนที่จะก่อรูปเป็นช่วงที่สวยงาม การพ่นลมเย็นช่วยเหมือนกับการ “แช่แข็ง” เส้นพลาสติกนั้นไว้ สิ่งนี้มีความสำคัญมากสำหรับ PLA ซึ่งอาจต้องใช้เวลาสักครู่ในการระบายความร้อนและแข็งตัวอย่างสมบูร
สังเกตการพิมพ์ของคุณเอาไว้ – หากคุณสังเกตเห็นว่าการใช้พัดลมสูงสุดทำให้เกิดปัญหาอื่นๆ (เช่น ชั้นไม่ยึดติดกันหรือหัวฉีดอุดตันเนื่องจากระบายความร้อนมากเกินไป) เราอาจะต้องความเร็วมันมันลงเล็กน้อย
ตัวอย่างเช่น การระบายความร้อนสูงมากในการพิมพ์ที่มีขนาดเล็กอาจนำไปสู่การยึดติดกันของชั้นที่ไม่ดี วิธีแก้คือ ถ้าเกิดสังเกตเห็นปัญหาใดๆ เริ่มต้นด้วยพัดลมความแรงสูงสุด (100 %) แล้ว ลดลงทีละน้อย (5–10%)
วัตถุประสงค์คือการระบายความร้อนให้เส้นพลาสติกเพียงพอที่มันจะแข็งตัว ก่อน ที่แรงโน้มถ่วงจะดึงมันลงมา ด้วยการระบายความร้อนที่เหมาะสม
นอกจากนี้ ควรคำนึงถึงความแตกต่างของวัสดุแต่ละชนิด: PLA ต้องการการระบายความร้อนที่แรง ในขณะที่ ABS (เส้นพลาสติกที่ใช้อุณหภูมิสูง) มักจะพิมพ์ด้วยพัดลมความเร็วต่ำหรือไม่ใช้เลยเพื่อป้องกันการบิดเบี้ยว (Warp) หากต้องการพิมพ์สะพานด้วย ABS คุณจำเป็นต้องหาจุดสมดุล – ใช้การระบายความร้อนพอประมาณเพื่อให้สะพานแข็งแรง แต่ไม่มากจนชิ้นงานบิดเบี้ยว สำหรับผู้เริ่มต้นที่ใช้ PLA หรือ PETG การเพิ่มการระบายความร้อนจะช่วยให้การพิมพ์ส่วนที่ยื่นออกมาและสะพานมีคุณภาพดีขึ้น
โดยสรุป พัดลมระบายความร้อน เป็นเหมือนกับเพื่อนที่ดีที่สุด สำหรับการจัดการพิมพ์กลางอากาศ
3. ใช้ Support (เมื่อจำเป็นเท่านั้น)
เมื่อวิธีอื่นไม่ได้ผล หรือเมื่อต้องจัดการกับส่วนที่เป็น overhang ที่มีความชันมาก ฟังก์ชัน Support จะสร้างโครงค้ำยันชั่วคราวที่สามารถถอดทิ้งได้ภายหลัง เครื่องพิมพ์จะสร้างโครงนี้ขึ้นใต้ส่วนที่ยื่นออกมาหรือสะพานเพื่อรองรับขณะทำการพิมพ์ โครงสร้างเหล่านี้ช่วยรองรับส่วนที่ย้อยลงมา
ประโยชน์ของ Support ที่เห็นได้ชัดคือ ช่วยแก้ปัญหาการห้อยตัวของเส้นพลาสติกจากแรงโน้มถ่วง ทำให้สามารถพิมพ์รูปทรงใดๆ ได้อย่างมั่นใจ ไม่ว่าจะเป็นชิ้นงานที่มีสะพานกว้าง หรือส่วนที่ยื่นออกมาเกือบขนานกับพื้น (เช่น แขนของตัว “T”) การใช้ support จะช่วยให้แต่ละชั้นถูกพิมพ์อย่างถูกต้อง แทนที่จะต้องพิมพ์กลางอากาศ ในกรณีของตัวอักษร T

อย่างไรก็ตาม การใช้ Support มีข้อเสีย โดยมันทำให้เวลาในการพิมพ์เพิ่มขึ้น ใช้เส้นพลาสติกเพิ่มเติม และอาจทิ้งรอยเมื่อแกะออก และก็ไม่มีใครชอบที่ต้องใช้เวลาเป็นชั่วโมง ๆ ในการจัดการกับวัสดุที่เป็น support หลังจากการพิมพ์เสร็จ แล้วอาจจะพบรอยตรงจุดที่ support สัมผัสกับโมเดล นั่นเป็นเหตุผลว่าทำไมจึงมีคำกล่าวที่ว่า
“ใช้โครงสนับสนุนเมื่อจำเป็น แต่หลีกเลี่ยงหากเป็นไปได้”
กฎทั่วไปคือ
ใช้ support เฉพาะส่วนที่ยื่นออกมาที่มีมุมชันมากกว่า ~45°
หรือสะพานที่มีความยาวมากกว่าไม่กี่มิลลิเมตรเท่านั้น ส่วนที่มีมุมเอียงน้อยกว่านั้นควรจัดการได้ด้วยการตั้งค่าที่ดี ส่วนที่มีมุมชันมากขึ้นจำเป็นต้องใช้ support เพื่อให้พิมพ์ออกมาได้สวย
เมื่อคุณใช้ Support ให้พิจารณาเคล็ดลับเหล่านี้เพื่อผลลัพธ์ที่ดีขึ้น:
- ใช้ความหนาแน่น(Support Density) และตั้งค่าระยะห่างระหว่างผิวสัมผัสให้เหมาะสม (Top Z or Bottom Z distance): ช่วยให้การถอดโครงสนับสนุนออกง่ายขึ้นหลังจากพิมพ์เสร็จสิ้น.
- เปิดใช้งานคุณสมบัติเช่น ‘Interface layerts’ หรือโครงสนับสนุนแบบต้นไม้ (Tree): ช่วยให้การถอดโครงสนับสนุนออกเป็นไปอย่างง่ายดาย ลดความเสียหายต่อชิ้นงาน.
- ลองใช้ Support ที่สามารถละลายได้ หากเครื่องปริ้นสามารถใส่ได้หลายวัสดุ: เช่น Support จากวัสดุ PVA ซึ่งสามารถละลายในน้ำ ให้ผลลัพธ์ที่เรียบหลังการพิมพ์.
- ขั้นตอนสำหรับการทำความสะอาดหลังการพิมพ์: แม้ว่า support จะช่วยให้พิมพ์ได้ดี แต่ก็มักจะทิ้งรอยหรือส่วนที่ต้องได้รับการขัดเกลาเพิ่มเติม.
การเลือกใช้ support และตั้งค่าอย่างชาญฉลาดจะช่วยให้สามารถพิมพ์รูปทรงที่ซับซ้อนได้โดยไม่ต้องกังวลเกี่ยวกับการย้อยหรือการพังทลายของชิ้นงาน.
การวางแผนการใช้ support
โดยการวาง support เฉพาะที่จำเป็นต้องใช้เพื่อรองรับชิ้นงานให้แข็งแรงเท่านั้น และไม่ใส่ support ในส่วนที่ไม่จำเป็น จะช่วยประหยัดเวลาในภายหลังและปรับปรุงผิวสัมผัสของโมเดลส่วนที่เหลือให้ดีขึ้น
4. ปรับการวางตำแหน่งหรือการออกแบบโมเดล
หนึ่งในวิธีการจัดการกับส่วนที่ยื่นออกมาคือ การหลีกเลี่ยงไม่ให้เกิดขึ้นในตอนแรก ดูแล้วก็เหมือนคำตอบแบบกำปั้นทุบดินนิดนึงนะ
เราสามารถปรับตำแหน่งโมเดลบน build plate โดยการหมุน หรือแบ่งมันออกเป็นส่วนๆ เพื่อให้ลักษณะทุกอย่างพิมพ์ออกมาในมุมที่สะดวก
ลองคิดถึงวิธีที่ โมเดลวางบน buildplate : ถ้าส่วนที่ยื่นออกมาอยู่ด้านล่าง คุณสามารถหมุนวัตถุให้ส่วนที่ยื่นออกมาอยู่ในท่าตั้งตรงมากขึ้นได้หรือไม่? ตัวอย่างเช่น ส่วนที่ยื่นออกมา 90° ที่มีปัญหาอาจถูกเปลี่ยนเป็นส่วนที่ยื่นออกมา 45° โดยการพิมพ์วัตถุในมุม เพียงแค่เอียงหรือหมุนส่วนนั้นสามารถลดความจำเป็นในการใช้โครงสนับสนุนได้ โดยการรับประกันว่าไม่มีส่วนใดที่ใกล้เคียงกับแนวนอนเกินไป.
จำกฎ 45° เสมอ – หากส่วนที่ยื่นออกมาในโมเดลเกินประมาณ 45° จากแนวตั้ง ให้พิจารณาเปลี่ยนแปลงทิศทางของมันหรือเพิ่ม support บางครั้งการปรับเปลี่ยนเล็กน้อยในการวางตำแหน่งโมเดลอาจเปลี่ยนส่วนที่ยื่นออกมาที่เป็นปัญหาใหญ่ให้กลายเป็นส่วนที่ยื่นออกมาเล็กน้อยที่สามารถพิมพ์ได้ดี.
ในกรณีของโมเดลที่มีความซับซ้อนมาก คุณอาจเลือกที่จะตัดโมเดลออกเป็นชิ้นๆ เพื่อพิมพ์ได้ง่ายขึ้น ตัวอย่างเช่น ตัวแบบที่มีแขนยื่นออกมาตรงๆ อาจถูกตัดที่บริเวณไหล่; คุณพิมพ์แขนแยกต่างหาก (วางให้มีส่วนที่ยื่นออกมาน้อยที่สุด) แล้วต่อมันเข้าด้วยกันในภายหลัง วิธีการนี้ทำให้แต่ละชิ้นสามารถพิมพ์ได้แบบแนบสนิทหรือในมุมที่เหมาะสม ทำให้ช่วยลดส่วนที่เป็น overhang หลังจากนั้นจำเป็นต้องใช้กาวหรือการประกอบช่วย (ใช้กาวซุปเปอร์หรืออีพ็อกซี่)
วิธีนี้สามารถทำให้พิมพ์งานที่อาจจะยากที่จะพิมพ์ได้ คิดว่ามันเป็นการแบ่งการพิมพ์ออกเป็นปัญหาเล็กๆ ที่ง่ายต่อการแก้ไข
นอกจากนี้ เวลาออกแบบโมเดลให้พิจารณาลักษณะโครงสร้างที่เหมือน support ด้วยตัวมันเองได้ หรือที่เรียกว่า แชมเฟอร์ (Chamfers) หรือจะเป็นออกแบบที่ยอมมีมุมเอียงมารองรับส่วนที่ยื่นได้บ้างแทน จะพิมพ์ได้ง่ายขึ้น ตัวอย่างเช่น แทนที่จะมีขอบที่ทำมุมฉับพลัน 90° คุณอาจออกแบบแชมเฟอร์ที่มีมุม 45° ซึ่งการคิดถึงการออกแบบเพื่อการพิมพ์เช่นนี้ช่วยให้หลีกเลี่ยงปัญหาได้มาก.
สรุป: อย่ากลัวที่จะปรับตำแหน่งหรือออกแบบโมเดลของคุณเพื่อให้การพิมพ์ที่ดีขึ้น หากส่วนที่ยื่นออกมาบางส่วนทำให้คุณมีปัญหา ลองพิมพ์ชิ้นงานจากมุมที่แตกต่างกัน มันสามารถผลักขีดจำกัดของส่วนที่ยื่นออกมาได้มากขึ้นเมื่อรูปทรงเอื้ออำนวยให้คุณทำได้ การผสมผสานการวางตำแหน่งอย่างชาญฉลาดกับการปรับการตั้งค่าการพิมพ์ จะช่วยปรับปรุงผลลัพธ์ของคุณในการพิมพ์ได้อย่างมาก.
5. เลือกวัสดุให้เหมาะสมกับงาน
ในครั้งแรกที่เริ่มต้นการปริ้น 3 มิติ เราอาจจะยังไม่ได้สังเกตได้ว่า แต่ประเภทของเส้นพลาสติกที่ใช้ ก็ส่งผลต่อผลลัพธ์การพิมพ์สะพานและส่วนที่ยื่นออกมาได้
วัสดุต่างๆ มีคุณสมบัติที่แตกต่างกัน – บางชนิดมีถูกออกแบบให้สามารถพิมพ์กลางอากาศได้มากกว่า
สำหรับผู้เริ่มต้น PLA โดยทั่วไปเป็นวัสดุที่ง่ายที่สุดสำหรับการสร้างสะพานและส่วนที่ยื่นออกมา PLA เส้นพลาสติกมีจุดหลอมเหลวที่อุณหภูมิต่ำและแข็งตัวได้เร็ว ซึ่งหมายความว่าส่วนที่มีแนวโน้มจะย้อยนั้นแข็งตัวเร็วขึ้นและรักษารูปทรงได้ดีขึ้น PLA ยังมีความแข็งเมื่อมีการเย็นตัว ดังนั้นเส้นพลาสติกที่บางจะไม่ยืดหรือเสียรูปมากเกินไปภายใต้น้ำหนักของตัวเอง ทั้งหมดนี้ทำให้ PLA เป็นตัวเลือกที่ดีเมื่อคุณพยายามสร้างสะพานที่ซับซ้อนหรือส่วนที่ยื่นออกมาที่ชันสำหรับครั้งแรก.
แต่สำหรับ วัสดุเช่น ABS หรือ PETG อาจจะมีความท้าทายขึ้นไปอีกระดับ เพราะว่า ABS ยังคงอ่อนนุ่มที่อุณหภูมิสูงและมักจะบิดเบี้ยวหากถูกระบายความร้อนเร็วเกินไป ทำให้การพิมพ์ในส่วนของส่วนที่ยื่นออกมา จะต้องมีการปรับให้อย่างเหมาะสม – คุณมักจะไม่สามารถใช้พัดลม 100% ได้ และเส้นพลาสติกอาจย้อยมากกว่าก่อนที่จะแข็งตัว ทำให้การพิมพ์ bridge ทีมีระยะกว้างด้วย ABS นั้นยากกว่า : ทำให้เส้นพลาสติกยังคงร้อนและเป็นร่องง่ายกว่า และหากไม่มีการระบายความร้อนที่เพียงพอ (ซึ่งอาจทำให้เกิดปัญหาอื่นๆ ใน ABS) คุณอาจเห็นการย้อยมากขึ้น
PETG มักจะมีโอกามีเส้นเล็กๆ บางๆ (string) ได้มาก บนส่วนที่ยื่นออกมาได้หากการตั้งค่าไม่สมบูรณ์แบบ เพราะมันยังคงมีความเหนียวเล็กน้อยขณะที่มันเย็นลง ซึ่งอาจนำไปสู่การเกิดเส้น (String) หรือย้อยบนส่วนที่ไม่ได้มี support
เพื่อหลีกเลี่ยงปัญหาเหล่านี้ การปรับการตั้งค่าเช่น ความเร็วในการระบายความร้อน, อุณหภูมิปริ้น, และความเร็วในการพิมพ์ เป็นสิ่งสำคัญเมื่อทำงานกับ PETG
ทั้งสองวัสดุต้องใช้การพิจารณาการตั้งค่าการพิมพ์อย่างรอบคอบและอาจต้องปรับแต่งการออกแบบเพื่อลดความจำเป็นในการใช้ support และจัดการกับคุณสมบัติของวัสดุได้อย่างมีประสิทธิภาพ.
ไม่ใช่ว่าไม่สามารถพิมพ์สะพานด้วย ABS หรือ PETG ได้ – มันก็สามารถทำได้ แต่จะต้องปรับการตั้งค่าให้ดีมากขึ้น หากเราเป็นผู้เริ่มต้น จะดีกว่าที่จะใช้ PLA เมื่อเรียนรู้เกี่ยวกับสะพานและส่วนที่ยื่นออกมา เพื่อให้ได้เข้าใจเทคนิคได้ดีขึ้น และชำนาญการพิมพ์ด้วย PLA แล้ว เราก็จะสามารถลองใช้วัสดุอื่นๆ โดยรู้ว่าอาจต้องปรับเปลี่ยนบางอย่าง (ตัวอย่างเช่น PETG อาจต้องการการระบายความร้อนเพิ่มขึ้นและความเร็วในการพิมพ์ที่ช้าลงเพื่อให้ได้ผลการพิมพ์สะพานที่คล้ายกัน และ ABS อาจต้องใช้โครงสนับสนุนมากขึ้น)
เส้นพลาสติก TPU ที่ยืดหยุ่นมักจะยากที่สุดสำหรับการพิมพ์สะพานที่ไม่มีการสนับสนุน (พวกมันนุ่มมากจนไม่สามารถพิมพ์สะพานเองได้เลย – จะต้องใช้ support เกือบตลอดเวลาสำหรับวัสดุที่ยืดหยุ่นใดๆ ที่มีส่วนที่ยื่นออกมาอย่างมาก)
สรุปได้ว่าการเลือกวัสดุมีความสำคัญ: เริ่มต้นด้วยเส้นพลาสติกที่ใช้ง่ายเช่น PLA เพื่อฝึกฝนทักษะ ความเย็นเร็วและความแข็งของมันทำให้ PLA เหมาะสำหรับการเรียนรู้การพิมพ์กลางอากาศ เมื่อเรามีความรู้ที่มากขึ้น เราก็สามารถจัดการกับสะพานใน ABS, PETG และวัสดุอื่นๆ ได้โดยทำความเข้าใจว่า อาจจะต้องลดความเร็วในการพิมพ์ลงอีกหรือยอมรับการใช้ support นเพื่อให้ได้ผลลัพธ์ที่ดี เลือกเส้นพลาสติกที่เหมาะสม — เป็นอีกหนึ่งวิธีสำหรับการพิมพ์ที่ท้าทายแบบนี้.
บทสรุป: เอาชนะแรงโน้มถ่วงเพื่อการพิมพ์ 3 มิติที่สมบูรณ์แบบ
Bridge และ Overhang เป็นเทคนิคการพิมพ์ 3D ที่น่าทึ่ง แม้จะดูเหมือนเป็นเรื่องมหัศจรรย์ แต่ก็สามารถทำได้จริงด้วยความรู้และการฝึกฝนพื้นฐาน สิ่งสำคัญที่เราได้เรียนรู้คือ
การสร้างสภาพแวดล้อมที่เหมาะสมที่สุดสำหรับเส้นพลาสติก เพื่อให้มันคงรูปทรงตามที่ต้องการหลังจากพิมพ์ออกมา โดยไม่เสียรูปจากแรงโน้มถ่วงหรือปัจจัยอื่น การทำให้เย็นเร็วเพื่อแข็งตัวทันที การใช้ support เมื่อจำเป็น และการปรับตำแหน่งให้เหมาะสม ล้วนช่วยให้ชิ้นงานออกมาสมบูรณ์แบบตามที่ต้องการ
มาสรุปข้อควรจำที่สำคัญกัน:
- Overhang ที่มากกว่าประมาณ 45° ****โดยทั่วไปจะต้องการการดูแล—ไม่ว่าจะเป็นการปรับแต่งการตั้งค่าให้ดีขึ้นหรือการ support—เพื่อหลีกเลี่ยงการย้อยลงด้านล่างที่ไม่สวยงาม จำไว้เสมอว่าคำแนะนำ 45° เมื่อกำลังปรับตำแหน่งโมเดลหรือตัดสินใจเกี่ยวกับการใช้ support ใดๆ
- ฺBridge ที่มีระยะห่างงที่กว้าง มันสามารถเป็นไปได้หากเครื่องพิมพ์ได้รับการตั้งค่าอย่างเหมาะสม ฺBridge ขนาดเล็ก (ไม่กี่มิลลิเมตร) มักสามารถพิมพ์ได้โดยไม่ต้องใช้ support เลย มันจะช่วยประหยัดวัสดุและเวลา สำหรับ bridge ที่ยาวกว่านั้น การปรับเปลี่ยนเช่นการใช้การระบายความร้อนสูง, อุณหภูมิที่ต่ำกว่า, และความเร็วที่ช้าลงจะช่วยลดการย้อยได้อย่างมีนัยสำคัญ
- การปรับแต่งการตั้งค่าการพิมพ์ (ความเร็ว, อุณหภูมิ, การไหล, ความสูงของชั้น) ช่วยเพิ่มคุณภาพอย่างมากสำหรับการพิมพ์สะพานที่ไม่มี support การปรับเปลี่ยนเหล่านี้ช่วยเสริมความแข็งแรงให้กับเส้นพลาสติกขณะที่มันถูกพิมพ์ออกมา ส่งผลให้ลดจำนวนความล้มเหลวขณะพิมพ์ได้
- Support เปรียบเสมือนนโยบายประกันภัย – เลือกใช้ support อย่างชาญฉลาดสำหรับกรณีที่พิมพ์ยากอย่างยิ่ง มันจะช่วยรับประกันความสำเร็จในการพิมพ์ส่วนที่ยื่นออก แม้ว่าจะต้องเสียเวลาในการเก็บงานอยู่บ้าง (poss-processing) แต่ว่า อย่าลังเลที่จะใช้ support หากมันสามารถให้ความแตกต่างระหว่างการพิมพ์ที่ล้มเหลวและการพิมพ์ที่สมบูรณ์แบบ
- การเลือกวัสดุและการวางตำแหน่งชิ้นงานสามารถทำให้การพิมพ์ที่ยากกลายเป็นเรื่องง่ายขึ้นได้ การใช้ PLA และการจัดวางตำแหน่งโมเดลที่ดีสามารถทำให้คุณพิมพ์การออกแบบที่อาจจะเกือบเป็นไปไม่ได้หากใช้ ABS และมีการจัดวางตำแหน่งที่ไม่ดี คิดล่วงหน้าและตั้งค่าเราเอง (และเครื่องพิมพ์) สำหรับการพิมพ์
การปรับปรุงเทคนิคการพิมพ์ bridge และ overhang เป็นสิ่งสำคัญสำหรับการได้รับผลงานพิมพ์ 3D ที่ดีขึ้น ไม่เพียงแต่ผลงานพิมพ์จะดูสะอาดขึ้นเท่านั้น (ไม่มีส่วนที่ห้อยหรือย้อยหรือช่องว่างที่ดูเหมือนเส้นใยอีกต่อไป) แต่คุณยังสามารถจัดการกับโมเดลที่ซับซ้อนขึ้นซึ่งก่อนหน้านี้เป็นไปไม่ได้ เราจะใช้เส้นพลาสติกที่เสียไปกับการพยายามที่ล้มเหลวน้อยลงและใช้เวลาในการขัดหรือทำความสะอาดพื้นผิวที่ยื่นออกมาที่หยาบน้อยลง
โดยสรุปแล้ว การเชี่ยวชาญทักษะเหล่านี้เปิดโอกาสใหม่ๆ ในโลกแห่งความคิดสร้างสรรค์ – สามารถพิมพ์ปราสาทในจินตนาการที่มีทางเดินโค้งและระเบียงหรือแบบจำลองเครื่องบินที่มีปีกยื่นออกมาได้อย่างมั่นใจว่ามันจะไม่กลายเป็นพาสต้าพลาสติก
ด้วยการปรับใช้เคล็ดลับที่เราได้เรียนรู้มา กำลังเพิ่มโอกาสในการเอาชนะและควบคุมส่วนที่เคยเป็นปัญหาของการพิมพ์ 3 มิติ.
พร้อมที่จะพิมพ์เหมือนมืออาชีพหรือยัง? (ขั้นตอนต่อไปของคุณ)
ตอนนี้ถึงเวลานำความรู้นี้ไปใช้แล้ว ลองพิมพ์วัตถุสำหรับการตรวจสอบการตั้งค่า – เช่น การทดสอบส่วนที่ยื่นออกมาหรือโมเดลทดสอบการสร้างสะพาน – เพื่อดูว่าเครื่องพิมพ์ของคุณอยู่ที่ระดับใดในตอนนี้ สิ่งนี้จะให้ข้อมูลเบื้องต้นและชี้ให้เห็นว่าการปรับปรุงอะไรทำให้เกิดความแตกต่างมากที่สุด ปรับการตั้งค่าทีละอย่าง (เช่น เพิ่มความเร็วพัดลมหรือลดอุณหภูมิ) และสังเกตผลลัพธ์ คุณจะเห็นได้ว่าความสามารถของเครื่องพิมพ์ในการพิมพ์ส่วนที่ยื่นออกมาในมุมที่ชันขึ้นหรือสะพานที่เรียบตรงและสะอาดขึ้นในแต่ละครั้งที่ทำการทดลอง.
อย่ากลัวที่จะทดลอง แต่ละเครื่องพิมพ์และเส้นพลาสติกมีความแตกต่างกันเล็กน้อย ดังนั้นจงหาการผสมผสานที่ดีที่สุดสำหรับคุณ เช่น อาจจะพบว่าเครื่องของคุณสามารถจัดการกับส่วนที่ยื่นออกมา 60° ได้หลังจากที่คุณปรับการระบายความร้อนให้เหมาะสม หรืออาจจะค้นพบว่าการหมุนโมเดลเล็กน้อยช่วยลดความจำเป็นในการใช้ support ใด ๆ ทุกความสำเร็จจะช่วยสร้างความมั่นใจให้กับคุณเพิ่มขึ้น.
สะพานและส่วนที่ยื่นออกมาไม่จำเป็นต้องเป็นอุปสรรคที่น่ากลัวอีกต่อไป ด้วยเทคนิคที่ได้กล่าวมาข้างต้น คุณมีแผนการที่มั่นคงในการจัดการกับพวกมัน – เลือกโมเดลที่มีส่วนที่ยื่นออกมาที่น่าสนใจหรือช่องว่างที่ใหญ่ และลองดู คุณจะประหลาดใจกับสิ่งที่เครื่องพิมพ์ 3D ของคุณสามารถทำได้เมื่อได้รับการปรับแต่งอย่างเหมาะสม ขอให้การพิมพ์ของคุณมีความสุข และขอให้สะพานของคุณแข็งแรงและส่วนที่ยื่นออกมาเป็นใจให้คุณเสมอ!

Leave a comment